6 Axis Low Spatter MIG Welding Robot Range 1800mm


-Braso ng robot:
- Proseso ng die casting, braso ng aluminyo, Mas magaan at mas nababaluktot
- Ang mga panloob na kable at terminal ng robot ay gawa ng mga nangungunang tatak sa mundo: DYEDEN, TAIYO, kapareho ng ABB at Fanuc
- Nangungunang tatak ng controller, motor at reducer na Tsino.
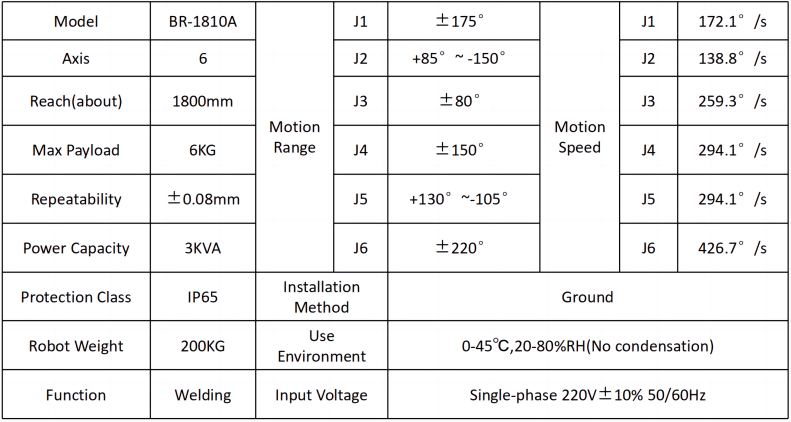
Ang mga parametro ng BR-1810 MIG welding robot ay ipinapakita tulad ng sa ibaba:
-Makinang panghinang: :Aotai NBC350RL
- Mayroon itong tatlong paraan ng pagwelding: low spatter, fast spot welding at constant pressure
- Kaya nitong isagawa ang ultra-low spatter welding ng 1~3mm carbon steel. Ang dami ng welding spatter ay nababawasan ng 60%;
- Ang init na ipinapasok ay nababawasan ng 10%~20%, at ang hinang ng manipis na mga plato ay madaling kontrolin at ang deformasyon ay maliit;
- Natutupad ng ganap na digital na sistema ang tumpak na kontrol ng paglipat ng droplet at nakakamit ang tuluy-tuloy at matatag na kalidad ng hinang;
- Ang teknolohiyang soft switching inverter ay maaaring mapabuti ang pagiging maaasahan ng buong makina at makatipid ng enerhiya at kuryente;
- Ang ganap na digital na high-precision wire feeding control system, ang two-drive two-slave fully digital control wire feeding device na may encoder ay kayang matiyak ang katatagan ng wire feeding kahit na magbago ang mga panlabas na salik tulad ng boltahe ng power supply at resistensya sa wire feeding.
-Sulo para sa hinang:
- Pinalamig ng hangin na may sensitibong anti-collision device, lubos na nagpapahaba sa buhay ng serbisyo ng sulo
-Posisyong pangwelding at riles para sa paglalakad ng robot
- Opsyonal ang pagpili ng 1 axis, 2 axis at 3 axis na mga welding positioner. Maaaring ipasadya ang laki ng payload at worktable ayon sa kinakailangan.
- Ang robot walking rail ay maaaring gawin sa pamamagitan ng pagpapasadya ayon sa pangangailangan ng customer. Haba: 3/6/9/12M. Payload: 500/1000KG
-Ang pagpapanatili ng makina ay simple at madaling gamitin, at ang dinisenyong buhay ng serbisyo ay higit sa 10 taon
Ang Pagbibigay-pansin sa Bawat Detalye ay Nagpapabuti sa JHY Robot
Isulat ang iyong mensahe dito at ipadala ito sa amin


